
|
||
|
|
|
|
||
|
|
INDIGENOUS FABRICATION OF RESONATORS (IFR)
Superconducting Resonator Fabrication Facility - SuRFF
Surface Preparation Laboratory (SPL)
The surface preparation laboratory is fully operational. Figure 1 shows the fume hood and the acid circulating pump. Four doubled walled teflon tubes with valves were laid to transfer and recirculate the acid. The acid pump was initially tested for leaks with water for nearly 36 hours. Adequate safety precautions have been taken in designing the system such that the acid is always contained in doubly shielded containers. Other utilities are ultrasonic cleaner, closed loop water chiller unit, 0-20V, 1000 Amp power supply.
Several resonators and parts have been successfully electropolished. Figure 2 shows a view of SPL with the stainless steel sink, safety shower, eye wash, acid refrigerator and water chiller in place. The high pressure rinsing system (80 bar) has been fully commissioned inside the class 100 clean room (located in SPL).

|

|
| Fig. 1 Fume hood | Fig. 2 Surface Preparation Lab |
High Vacuum Furnace
The high vacuum furnace has already been commissioned. A niobium getter box of size diameter 600 mm and length 1000 mm is being fabricated for the heat treatment of the resonators.
HIGH VACUUM FURNACE SPECIFICATIONS | |
| Type | Vertical & Bottom Loading |
| Maximum Temperature | 1300°C |
| Ultimate Base Vacuum | Low 10-8 Torr |
| Heating Element | Molybdenum |
| Operation Mode | Manual/SCADA/AUTO |
| Supplier | M/s Hind High Vacuum, Bangalore, India |

|

|
|
| Fig. 1 View of furnace | Fig. 2 Load | Fig. 3 Inside view |
Electron Beam Welding Machine
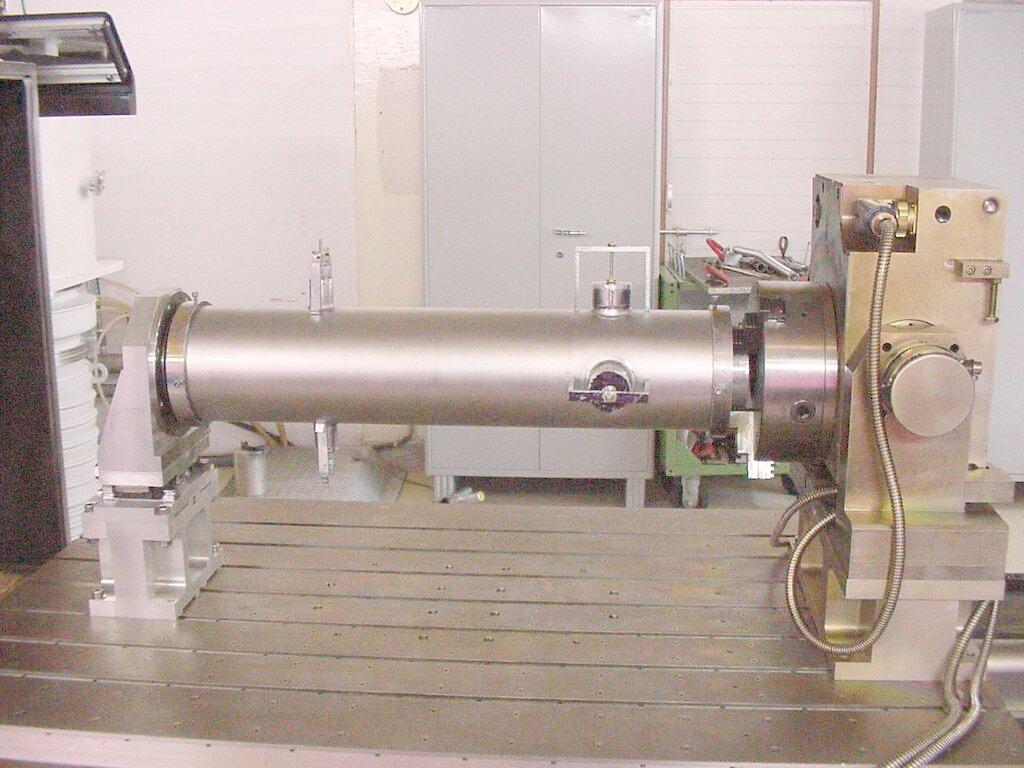
The electron beam welding machine (figure 1) was commissioned in January '2002. Machine calibrations were performed prior to developing welding parameters for niobium. In the EBW machine the table can travel along the X axis and the gun moves in the Y direction. Movement in the Z axis is controlled by adjusting the current in the focus coil. In order to develop parameters that were reproducible the focus coil current was calibrated. For this several 'bead on plate' samples were performed at different gun to work distance. The samples were cut, mechanically polished and chemically etched to determine the maximum penetration depth. In all more than two dozen samples, each having more than a dozen weld passes, were made. Similarly the vibration and deflection coil was calibrated at different gun to work distance to determine the beam oscillation size and deflection angle.

|
| Fig 1. Electron Beam Welding Machine |
Following the machine calibrations niobium welding parameters were developed for the IUAC-QWR. Initially bead on plate samples were made for the two thickness' of materials and later resonator sample parts were welded to fine tune the parameter. The criterion for welding was full penetration with minimum undercut and underfill, no porosity, smooth face and root. Using this criterion welding parameters were developed in the conductance mode. In addition parameters were also developed in the key hole process. Some of the welds were thermally shocked several times from room temperature to liquid nitrogen and leak tested at < 2 10-9 mbar lt/s.
Indigenous Fabrication of Resonator
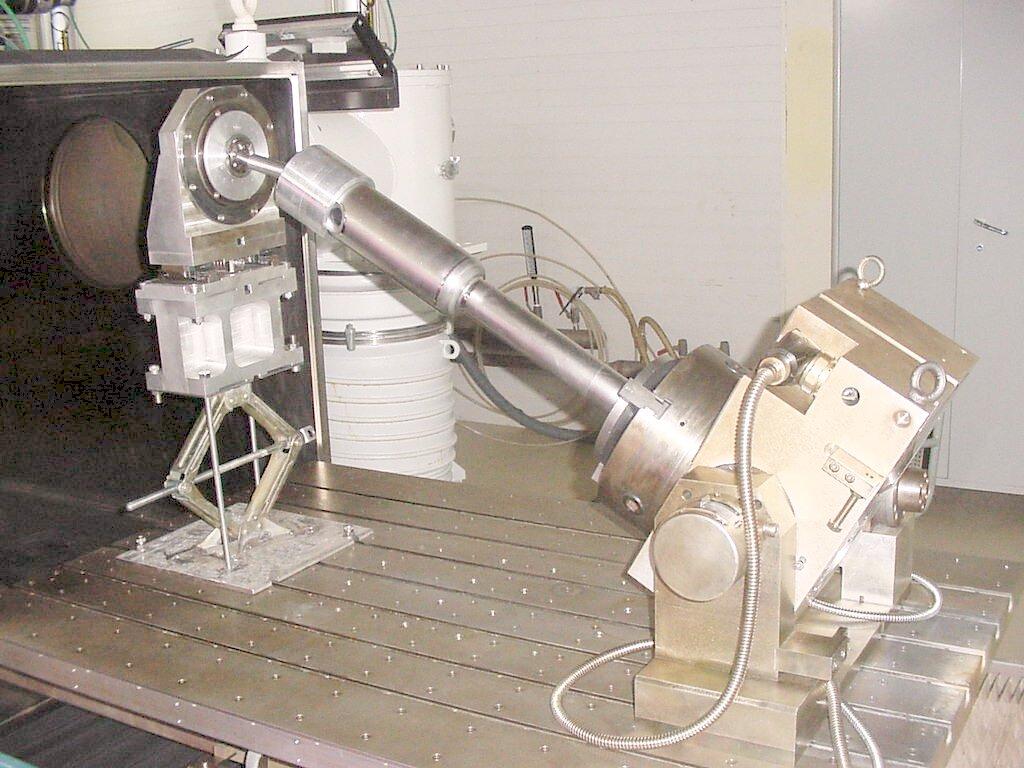
Figure 1 shows the EBW setup of ports to the outer niobium housing. Figure 2 shows fixing up of the blow through in the drift tube beam port assembly. Figure 3 shows the setup for welding the top flange to the central conductor assembly of the quarter wave resonator. Figure 4 shows the central conductor assembly and the outer housing ready for the closure weld. Fabrication of resonators for second & third linac modules is in advance stage of complition
| 
|
| Fig 1. Weld setup for Nb Housing | Fig 2. Fixing of blow through in the Drift tube of Beam Port assembly |
| 
|
| Fig 3. Top Flange to Central Conductor | Fig 4. Nb Outer Housing and Welding setup Central Conductor Assemblies. |